企业免费推广平台

冀唐智能焊接装备(江苏)有限责任公司焊接机器人|焊接机器人工作站|松下焊机|自动焊接装备
138****7605
焊接机器人TIG焊优点:1)能实现品质焊接。电弧在惰性气体中极为稳定,保护气体有效排除氧、氮、氢等气体对焊接金属的侵害。2)焊接过程中钨电极不熔化,保持恒定的电弧长度,焊接过程稳定,焊缝均匀、平滑、美观。3)焊接电流范围为5~500A。即使电流小于10A,仍能正常焊接,适合薄板焊接。如果采用脉冲电流焊接,可方便调节控制焊接热输入。4)填充焊丝不通过焊接电流,不会因熔滴过渡引起电弧电压和焊接电流变化而产生飞溅,获得光滑的焊缝表面。5)钨极氩弧焊电弧是较稳定的电弧之一。电弧呈钟罩形态,焊接熔池可见性好,焊接操作简单。6)可焊接钢、铝、钛、镁等材料,张家港视觉焊接机器人集成公司。7)TIG焊可靠性高,焊接重要构件,用于核电站及航空、航天等。焊接机器人TIG焊缺点:1)焊接效率较。钨极承载电流能力小,张家港视觉焊接机器人集成公司,且电流较易扩展而不集中,所以TIG焊的功率密度较小,致使焊缝熔深浅,张家港视觉焊接机器人集成公司,熔敷速度小,焊接速度不高。2)氩气不能脱氧或去氢,对焊件的脱脂、除锈、除水等要求严格,否则易产生气孔,影响焊缝的质量。3)焊接时钨极有少量的熔化蒸发,钨微粒进入熔池会造成夹钨,影响焊缝质量,电流过大时尤为明显。4)由于效率较和惰性气体价格较高,生产成本较高。冀唐智能焊接装备(江苏)有限责任公司焊接机器人值得用户放心。张家港视觉焊接机器人集成公司

1、提高精度,确保高速焊接。我们在焊接机器人方面追求高效率、高焊接质量,轨迹控制的高精度是高速焊接的保证。2、双机协调焊接功能。长形工件焊缝分布在工件的两端,若用1台机器人焊接,因两端不同时焊接造成焊接变形不一致,使工件在长度方向上扭转变形,难以符合尺寸要求。针对长型工件,采用2台机器人同时协调焊接,这就是双机协调焊接技术。在汽车后桥和消声器的焊接中,常使用该项技术。2台机器人对应1个由机器人外部轴驱动的变位机,长型工件有两个对称部件,两条相似的环焊缝需要两台机器人在变位机旋转的同时实现同步协调焊接,焊接效率提高1倍。3、点焊机器人优势。优势:A.机器人点焊时,大多采用钳体与变压器一体化方式,变压器容量可减小到1/3~1/4,节约了能源,较大减轻了操作者的体力劳动。B.点焊机器人能精确控制焊钳压力和焊接条件的自动切换,针对不同打点位置轻松实现独特焊接时序,提高了打点质量,避免了漏打、多打及位置不准确等问题。C.在打点效率上的优势明显,可提高效率8~10倍。D.点焊机器人可使用独有技术对焊接时序进行精确控制,使焊接效率和焊接质量进一步提高。张家港视觉焊接机器人集成公司焊接机器人,就选冀唐智能焊接装备(江苏)有限责任公司,有需求可以来电焊接机器人!
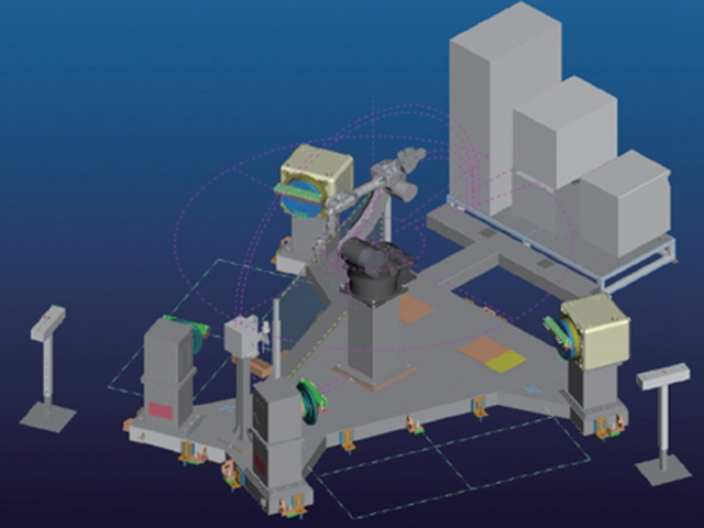
在汽车底盘的焊接中会使用柔性机器人焊接系统,实现自动化和灵活性焊接,稳定焊接质量,提高焊接效率。常见的是导轨焊接机器人工作站、协调运动式外部轴、自动焊接生产线等。1、导轨焊接机器人工作站,两套夹具固定在滑动小车上,由气缸驱动两个夹具轮流进入焊接区焊接,在另一面上、下料。交替进行,使焊接与上、下料节拍同步,提高焊接效率。2、双工位焊接机器人,两部机器人之间的配合主要优点是能适应各种不规则焊缝的焊接。缺点是两部机器人配合的不协调导致故障率较高。所以需合理才能提高生产效率。3、协调式外部轴,在环缝或者圆形工件的焊接中,常规变位机无法满足三百六十度环缝焊接,协调式外轴与机器人相配合可轻松实现三百六十度环焊缝的焊接。4、焊接机器人生产线,焊接机器人生产线由多台焊接机器人、变位机、码垛机器人、示教盒、控制盘、送丝装置、焊接电源等组成。通过焊接机器人配合来完成焊接工作。实现自动化和智能化焊接,焊缝数量较平均,产品的焊接变形较小。以上就是焊接机器人在汽车底盘的应用,随着焊接技术的不断发展,在汽车制造行业中,焊接机器人将越来越多地代替传统焊接。
汽车座椅滑轨是汽车零部件技术领域。包括滑动导轨和导轨座及珠架,滑动导轨构成有一对一折壁,底部构成有一对水平的一折边,滑动导轨座构成有一对第二折壁,上部构成有一对水平的第二折边,珠架携滚柱、滚珠而置于滑动导轨座上。受到意外冲击时,由一折边上的一锁定钩与第二折边上的第二锁定钩实行钩配,使滑动导轨充分地保持于滑动导轨座上,确保汽车座椅不会被弹出,有利于提高乘、驾人员的安全,避免造成对乘、驾人员的伤害,所以对焊接要求较高。座椅滑轨大都采用度钢材,一般抗拉强度在500Mpa以上,甚至达到900Mpa。钢板厚度在1.50~2.00mm间。常见焊接机器人方案有:1、适用型方案:TM1400FG3机器人(FG机器人),特点:电源融合型机器人。TM1400G3机器人+350GL/500GL,特点,脉冲MIG焊接,大间隙焊接、熔深控制、双脉冲。低飞溅型方案:TM1400G3机器人+350GS/500GS,特点:较飞溅,双脉冲。高级型:TM1400WG3机器人(TAWERS机器人),特点:较飞溅、焊接导航、提升引弧、品质管理等弧焊高级功能。TM1400WG3机器人(ActiveTAWERS机器人),极低飞溅、多种弧焊高级功能。方案布局:一字型单机器人双工位。变位机:单轴双持变位机。夹具:气动压紧式。冀唐智能焊接装备(江苏)有限责任公司是一家专业提供焊接机器人的公司,期待您的光临!
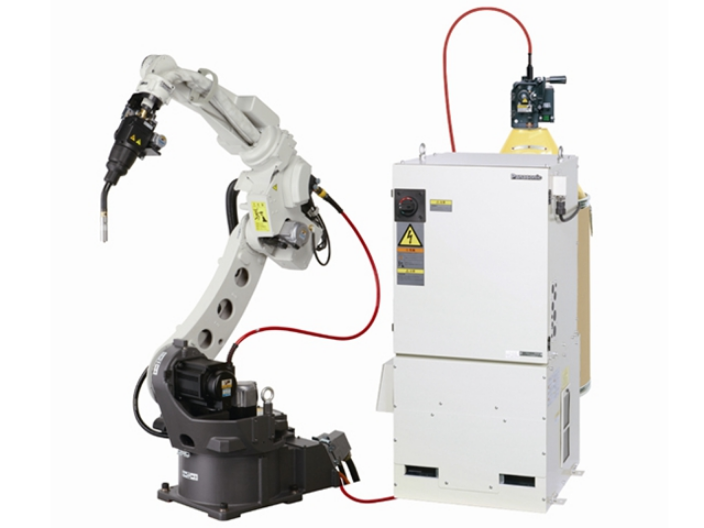
汽车减震器是汽车的关键零部件,其质量对汽车性能有着直接的影响。减震器的功能是减少路况不佳造成的振荡,同时减轻车辆急转弯或急刹车时车身的摇晃。常见焊接机器人方案有:1、适用型方案:TM1400FG3机器人(FG机器人),特点:电源融合型机器人。TM1400G3机器人+350GL/500GL,特点,脉冲MIG焊接,大间隙焊接、熔深控制、双脉冲。低飞溅型方案:TM1400G3机器人+350GS/500GS,特点:较飞溅,双脉冲。高级型:TM1400WG3机器人(TAWERS机器人),特点:较飞溅、焊接导航、提升引弧、品质管理等弧焊高级功能。TM1400WG3机器人(Active TAWERS机器人),极低飞溅、多种弧焊高级功能。方案布局一:一字型单机器人双工位。变位机:双轴单持变位机+单轴双持变位机。夹具:全自动,通过导轨调节和定位块快换,实现多品种产品的焊接。电控:西门子,夹具动作可在触摸屏上编辑。方案布局二:水平回转型单机器人双工位。变位机:双轴单持变位机。夹具:气动压紧式。冀唐智能焊接装备(江苏)有限责任公司致力于提供焊接机器人,有想法的可以来电焊接机器人!苏州非标焊接机器人哪家好
焊接机器人,就选冀唐智能焊接装备(江苏)有限责任公司,让您满意,欢迎您的来电!张家港视觉焊接机器人集成公司
在液压支架的焊接中,弧焊机器人、焊接传感、视觉焊缝跟踪、动态智能控制等技术发挥了优势。焊接机器人精确焊接,结构紧凑,占地小。1、弧焊机器人的应用,弧焊机器人柔性焊接系统针对不同液压支架工件采用不同的编程,对工件的信息进行记忆存储。2、焊接传感技术的应用,液压支架连杆工件焊缝较为复杂,直线坡口及圆弧坡口尺寸难控制,焊接前的坡口大小不一,给焊接工作带来了困难。焊接机器人在焊接作业中,由于焊缝的间隙及坡口精度要求较高,在设备中增加电弧跟踪功能,根据电弧跟踪,自动对坡口偏差做焊接参数调整,保证焊缝质量。3、视觉焊缝跟踪技术的应用,在焊过程中,焊接机器人通过视觉焊缝跟踪技术、通过红外线传感及电弧跟踪功能检测焊缝偏移量,并在焊接作业过程中加以纠正,保证焊缝准确度。4、焊接生产线的应用,焊接生产线由焊接机器人、变位机、上下料机器人等组成,上下料机器人将液压支架送至变位机后,夹具夹紧,机器人开始焊接作业,实现自动化和智能化生产。以上就是焊接机器人在液压支架的焊接应用,焊接稳定质量,提高生产效益。张家港视觉焊接机器人集成公司
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
冀唐智能焊接装备(江苏)有限责任公司 Copyright © 商名网营销建站平台 All Rights Reserved.