企业免费推广平台

冀唐智能焊接装备(江苏)有限责任公司焊接机器人|焊接机器人工作站|松下焊机|自动焊接装备
138****7605
在选择三轴变位机时,要与自身生产线以及焊机相匹配的,选择有实力的厂家。三轴变位机能够将焊缝翻转到理想的位置,将复杂的焊缝转为平焊状态,提高焊接效率,市场中有多种类型的三轴变位机,选择合适的三轴变位机是关键。1、三轴变位机在重量上、焊件在整个工作台面上的重心距和偏心距,应该保证在相应的数据范围内,还要保证一定的容量。2、如果是用于环缝焊接的话,应按照焊件坡口来考虑回转的速度,该速度应该保证在变位机转速调节的范围内,还有变位机运行一定要平稳,满足整个工艺的需求。3、若焊件外轮廓上尺寸比较大的话,确保三轴变位机倾斜角度满足焊件较佳的焊接位置等,当倾斜角和焊件之间发生接触的时候,工作台需要离地面的间隙更大,昆山地轨式焊接机器人工厂,才能保证整个焊接的加工要求。4,昆山地轨式焊接机器人工厂、需要对三轴焊接变位机进行启动、电磁夹具和水冷设备安装的时候,请联系生产厂家。5、在选择三轴变位机时,可非标定制,必须方案可行、经济合理。 对于关键零件、位置和关键工艺位置,根据需要选择焊接变位机的数量,三轴变位机可以搭配不同类型的焊机进行使用。三轴变位机在焊接中对工件翻转,可提高焊接质量和效率,昆山地轨式焊接机器人工厂。冀唐智能焊接装备(江苏)有限责任公司力于提供焊接机器人 ,期待您的光临!昆山地轨式焊接机器人工厂

汽车座椅滑轨是汽车零部件技术领域。包括滑动导轨和导轨座及珠架,滑动导轨构成有一对一折壁,底部构成有一对水平的一折边,滑动导轨座构成有一对第二折壁,上部构成有一对水平的第二折边,珠架携滚柱、滚珠而置于滑动导轨座上。受到意外冲击时,由一折边上的一锁定钩与第二折边上的第二锁定钩实行钩配,使滑动导轨充分地保持于滑动导轨座上,确保汽车座椅不会被弹出,有利于提高乘、驾人员的安全,避免造成对乘、驾人员的伤害,所以对焊接要求较高。座椅滑轨大都采用度钢材,一般抗拉强度在500Mpa以上,甚至达到900Mpa。钢板厚度在1.50~2.00mm间。常见焊接机器人方案有:1、适用型方案:TM1400FG3机器人(FG机器人),特点:电源融合型机器人。TM1400G3机器人+350GL/500GL,特点,脉冲MIG焊接,大间隙焊接、熔深控制、双脉冲。低飞溅型方案:TM1400G3机器人+350GS/500GS,特点:较飞溅,双脉冲。高级型:TM1400WG3机器人(TAWERS机器人),特点:较飞溅、焊接导航、提升引弧、品质管理等弧焊高级功能。TM1400WG3机器人(ActiveTAWERS机器人),极低飞溅、多种弧焊高级功能。方案布局:一字型单机器人双工位。变位机:单轴双持变位机。夹具:气动压紧式。昆山六轴焊接机器人集成焊接机器人 ,就选冀唐智能焊接装备(江苏)有限责任公司,用户的信赖之选,有需要可以联系我司哦!
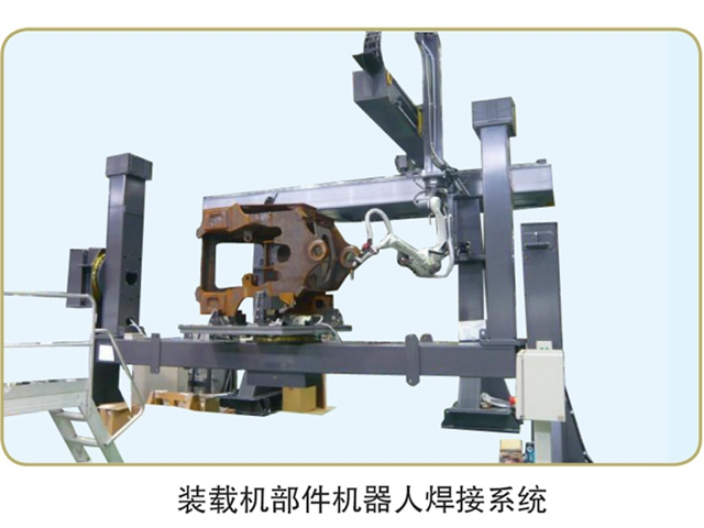
该弧焊机器人工作站包括:2台焊接机器人,焊接机器人三轴变位机,机器人焊接夹具,焊房等相关配置。该焊接机器人工作站,可满足围栏焊接,采用围栏焊接机器人,由人工转变为机器人焊接,现采用双机器人、大三轴回转变位器焊接工作站,进行产品焊接,在追求产能与效率的同时,更好的把控产品质量。项目情介:1、根据围栏长、宽要求,选型采用两台焊接机器人组成双机系统;2、产品正反面均有焊缝,采用翻转架模式,保证产品能一次性焊接成型;3、工作站通过大回转架进行翻转,切换焊接工位,保证人员装件时,始终在工作站前方,有效减少员工劳动强度;4、工位件的遮光板,可防止焊接弧光,防止焊接职业病。5、采用气动夹具,装夹方便稳定;夹具可进行三方向调节,出厂前均进行三坐标测试调整,确保装夹精度;
焊接机器人广泛应用于船舶制造中,其中焊接工作站、焊接生产线、激光跟踪系统、不同的焊接工艺等提高了船舶制造行业的自动化和智能化。1、多种焊接工艺组合应用,在船舶部件生产、不直分段及双层底分段格子间焊接、曲面分段的焊接以及总段合拢焊接大量应用机器人,常见焊接工艺:激光焊、摩擦搅拌焊、等离子弧焊、氩弧焊、混合焊等,适应不同工件的焊接。2、焊接工作站实现小型船舶的焊接,小型船舶结构件可在焊接机器人工作站中进行,六轴焊接机器人搭配焊接变位机,翻转变位机使焊缝更好地呈现出来,提高了焊接精度,不同结构件可用不同的工装夹具进行。3、尺寸较大的结构件可建立机器人焊接生产线,船舶底部和船板中有很多较大的结构件焊缝数量多,有平、立、仰角焊缝。焊接机器人安装在可升降的搭载装置上,多台搭载装置安装在可纵向行走的横梁上,多台机器人同时作业,由控制系统统一控制,实现高效率高稳定性焊接生产。4、焊缝跟踪传感器的选用,船体结构庞大存在精度不佳和焊接变形等因素,选择跟踪传感器来调整焊丝路径来达到自动跟踪焊的目的,提高焊接精度。以上就是自动焊接机器人在船舶制造行业中的应用。焊接机器人 ,就选冀唐智能焊接装备(江苏)有限责任公司,有想法的可以来电咨询!

松下的经济型集成焊接机器人系统,是响应市场的需求,将标准焊接机器人系统进行简化和优化设计,是一个具备快捷安装、方便使用、稳定可靠、整洁美观的经济型机器人周边系统配置方案。系统构成:FG焊接机器人、标准变位机、柔性夹具、预留吸尘间可扩展接口、整体底座、清站等。焊接机器人型号:TM-1400、TM-1800。系统配置:单机器人系统、双机器人系统。主要特点为:1、一体式整体底座,易于搬迁。2、整体平台铸造底座,高刚性,易安装。3、通用夹具平台,标准夹具接口,易于产品切换。4、预留防护及吸尘间接口,可以分批投资。5、结构紧凑,占地面积小。焊接机器人 ,就选冀唐智能焊接装备(江苏)有限责任公司,让您满意,欢迎您的来电!太仓大型焊接机器人哪家好
焊接机器人 ,就选冀唐智能焊接装备(江苏)有限责任公司,让您满意,欢迎新老客户来电!昆山地轨式焊接机器人工厂
焊接机器人如何优化焊接操作?由于焊接操作熟练度的不同,容易造成焊接质量不稳定,为提升焊接效率和精度,下面为您介绍具体如何优化。需要注意编程优化。由于焊接机器人是采用示教再现的方式,要求操作人员将设定好的程序输入控制系统,但编程不是一蹴而就的过程,需要先进行调试测试,根据焊接结果调试编程数据,有利于编程的优化。其次是优化调试流程。在投入量产之前,需要先调试焊接机器人,通过对相同规格的工件进行试焊,根据试焊效果微调焊接参数,直至焊接质量达到稳定,才能投入量产,以提高焊接效率。接着需要优化操作过程。通常情况下,需要以减少焊接变形、焊丝行走路径长短前提选择合适的焊接顺序,并在焊接过程中调整各轴的位置,确保焊接工作顺利进行。此外还需优化焊缝位置。由于焊接机器人具备焊缝自动识别功能,能够对焊缝进行定位,通过加装焊接辅助设备,例如变位机能够进行翻转和旋转运动,将焊缝呈现在更合适的位置,扩大机械手的焊接范围。较后也要在维修保养方面进行优化。通过定期的保养工作,能够提升焊接的稳定性和精度,同时有利于延长使用寿命,为企业节省焊接材料的浪费。昆山地轨式焊接机器人工厂
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
冀唐智能焊接装备(江苏)有限责任公司 Copyright © 商名网营销建站平台 All Rights Reserved.