企业免费推广平台

冀唐智能焊接装备(江苏)有限责任公司焊接机器人|焊接机器人工作站|松下焊机|自动焊接装备
138****7605
焊接机器人的焊接变形常见原因:没有选择合理的焊接结构、没有采用合理的焊接工艺、没有使用工装夹具以及操作人员不当等。防止焊接机器人焊接变形的措施:1、合理安排焊缝的位置。焊接焊缝有常规焊缝和复杂焊缝,常规焊缝可进行简单的夹紧处理,焊接机器人焊丝可以进行自动识别焊接,针对复杂的焊缝可选择使用变位机,将焊缝位置回转成船缝和平缝的位置,焊缝不宜过于集中,尽可能减少焊缝数量和焊缝长度,在保证结构强度的前提下,选择较小的焊缝尺寸。2、在装配工件的过程中采用辅助设备。可以搭配工装夹具夹紧工件,预留焊缝的收缩余量,当工装夹具处于夹紧状态时,具备自锁的功能,将工件进行夹紧,在翻转的过程中确保工件不脱落。先焊短焊缝,再焊长焊缝。3、采取合理的焊接工艺措施,苏州不锈钢焊接机器人集成厂家。根据工件的材质以及结构不同,选择合理的焊接方法, 常见的焊接方法包括氩弧焊、激光焊、埋弧焊、气保焊等,选择合理的焊接方法有利于减少工件变形。4、提高操作人员的技能水平。操作人员在操作之前需要经过技能培训,在操作中能够根据问题找出原因并进行解决,苏州不锈钢焊接机器人集成厂家,苏州不锈钢焊接机器人集成厂家,对焊接机器人的结构进行了解,按照操作流程进行,减少由于人工操作出现的变形。焊接机器人 ,就选冀唐智能焊接装备(江苏)有限责任公司,用户的信赖之选,有需求可以来电咨询!苏州不锈钢焊接机器人集成厂家
焊接机器人在全球的装配线中越来越多地被使用。不断提高对具有恒定质量水平的较佳生产率的需求。在这种过程中,将路径编程到机器人中,然后为所有要焊接的零件调用该路径。由于焊接物体的公差,会有轻微的偏差。考虑到焊接材料的热膨胀,因为翘曲也会影响焊缝的位置。为了校正零件本身的影响,机器人路径通常通过示教手动进行校正。但是,不能以这种方式补偿由热膨胀引起的变形的影响。激光焊缝跟踪传感系统为机器人焊接提供了理想的解决方案。在加工前立即测量焊缝的真实位置和宽度。当激光传感器检测到焊缝的真实尺寸时,同时将目标位置发送给机器人,机器人使用该位置在X或Z方向上进行校正运动。不可以补偿由零件公差引起的偏差,而且可以补偿翘曲效应。因此,机器人焊接可以精确地在预期的位置进行。激光焊缝跟踪系统在焊接过程区域内可以不受强光干扰,可以冷却并防止焊接飞溅,特别适合在恶劣的焊接工艺环境中使用。借助激光焊缝跟踪系统用于机器人焊接中,可以节省大量时间,否则这将需要不断进行校正。与传统方法相反,由延迟引起的影响也可以得到补偿。可以改善焊缝,减少废品率并提高生产率。太仓行走焊接机器人集成公司冀唐智能焊接装备(江苏)有限责任公司为您提供焊接机器人 ,有需要可以联系我司哦!

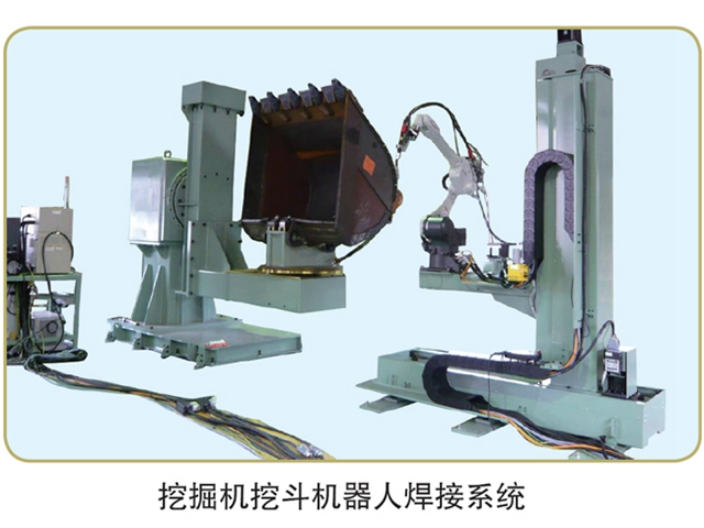
在中厚板生产中,机器人降低了加工难度,提高加工效率和精度。1、坡口机器人,a、对非直线形坡口进行加工。如挖掘机斗杆和动臂,产品形状不规则,坡口较多且大小不一,在对其坡口加工须借助坡口机器人柔性化和无限回转对其进行坡口加工,提高产品加工的效率和精度。b、对双面或多边坡口进行加工,坡口机器人可多角度调整,具有高度的柔性化,一次装夹就可完成多个坡口的加工,降低了劳动强度,提高了生产效率。2、焊接机器人,焊接是船舶制造的关键,焊接工时占总工时约30%,焊接成本占总成本约40%。焊接质量是船舶质量的重要指标,焊接效率直接影响造船周期和成本。焊接自动化是船舶产业进步和升级的关键,也是造船行业的一大趋势。焊接机器人集成系统广泛应用于工程机械。如挖掘机的动臂、斗杆、挖斗、X架、主平台及履带梁,装载机的前后车架、动臂,推土机后桥箱、台车方盒,汽车起重机车架、转台、支腿以及履带起重机、泵车及平地机等。焊接机器人通过电弧跟踪、接触传感、焊接数据库等功能,有效解决了中厚板焊接存在的工件尺寸、焊脚尺寸较大,焊接坡口加工、工件组对精度较差等问题,焊缝成形效果和焊接稳定性均较好。
关于松下中厚板焊接焊接系统,适应中厚板技术的工件,常见的焊接机器人系统有:TM1800机器人、GR5系列焊接电源、双持1轴变位机,机器人和变位机协调功能、高压接触传感功能、电弧传感功能、中厚板焊接功能软件。其中机器人安装形式有固定式,天吊式、单向移动、双向移动、三向移动等。产品特点:机器人三向行走,较大提高了工作范围。变位机从动端可移动,能够适应长度不同的工件。夹具公用,更换不同类型工件无需更换夹具。它通常具备以下几个主要条件:在工件用机器人焊接之前,预先在工装上进行组对点焊。工件重复定位精度远不满足±0.5mm以内,需要配合接触传感进行初始点寻位。有些工件由于焊接热变形等的影响需要配备电弧传感器。多数工件需要通过变位机带动工件,使焊缝达到船型焊或角焊缝的位置进行焊接。很多焊缝需要采用多层焊的方式对应焊接要求。满足以上几条的工件,通常为适应中厚板技术的工件。本解决方案案例集包括以下工程机械行业:挖掘机、叉车、装载机、铁路机车、建设机械、塔吊、油箱、马达支架等产品。焊接机器人 ,就选冀唐智能焊接装备(江苏)有限责任公司,用户的信赖之选。

汽车排气系统从靠近发动机的方向开始,由排气歧管、前管、挠性管、催化转换器、中心管、主消音器和末端管等7个零部件构成。根据车种的不同,有的安装了数个催化转换器,有的安装了副消音器。松下在汽车排气系统焊接机器人方面的优势:1、机器人、变位机和焊机电源等均为松下单一品牌,高速通讯、高焊接效率,各种焊接功能充分发挥。2. 系统内置4系铁素体不锈钢的焊接专家系统,可实现品质的焊接。3. 内置焊接智能导航功能,焊接规范设置简单,对操作者技能要求低。4. 可接入松下焊接管理系统,实现网络监控、效率成本数据分析等。5. 具有丰富的系统集成经验和成熟的系统案例。系统构成:机器人焊接方案1:TM-1400-G3(机器人)+350GL(全数字脉冲MIG/MAG焊接电源)。机器人焊接方案2: TM1400-WG3 智能融合型焊接机器人。周边装置:单轴双持变位机。工位:H型双工位布局。夹具:气动压紧式。冀唐智能焊接装备(江苏)有限责任公司力于提供焊接机器人 ,欢迎新老客户来电!南通MAG焊接设备公司
冀唐智能焊接装备(江苏)有限责任公司为您提供焊接机器人 ,期待为您服务!苏州不锈钢焊接机器人集成厂家
为什么需要焊缝跟踪寻位?1、焊接机器人在焊接过程中会出现工件夹偏、热变形等情况,在机器人焊接后进行人工补焊,增加了成本。2、改善焊接工件来料需要花费巨额成本。3、产品多元化且小批量、焊接精度有要求、对焊接工艺人员要求高。为了提高焊接机器人的效率和降低成本,减少示教的时间和难度,焊缝跟踪寻位的解决方案迫在眉睫。机器人焊缝跟踪寻位系统由两部分组成:焊缝跟踪和焊缝寻位。焊缝跟踪:在焊接位置前安装光学传感器进行数据采集,或通过电源焊接参数采集,传输到焊接机器人,各种模糊控制算法校正焊接机器人轨迹,实现自适应控制,实现焊缝实时跟踪。焊缝寻位:一次或多次寻找来定位焊缝的过程,在焊接之前移动焊接机器人或编辑路径程序准确定位焊接接头。实现焊接机器人焊缝跟踪寻位的方法有两种,外设辅助检测和自身检测。外设辅助检测:激光跟踪、照相成像跟踪。通过光学测量设备来进行焊缝相关数据采集,焊接机器人进行数据比对进行自适应手臂运动轨迹调整,达到焊缝实时跟踪。自身检测:焊丝传感检测、焊接参数实时检测。苏州不锈钢焊接机器人集成厂家
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
冀唐智能焊接装备(江苏)有限责任公司 Copyright © 商名网营销建站平台 All Rights Reserved.