企业免费推广平台

冀唐智能焊接装备(江苏)有限责任公司焊接机器人|焊接机器人工作站|松下焊机|自动焊接装备
138****7605
焊接机器人TIG焊优点:1)能实现品质焊接。电弧在惰性气体中极为稳定,保护气体有效排除氧、氮、氢等气体对焊接金属的侵害。2)焊接过程中钨电极不熔化,保持恒定的电弧长度,焊接过程稳定,焊缝均匀、平滑、美观。3)焊接电流范围为5~500A。即使电流小于10A,仍能正常焊接,适合薄板焊接。如果采用脉冲电流焊接,可方便调节控制焊接热输入。4)填充焊丝不通过焊接电流,不会因熔滴过渡引起电弧电压和焊接电流变化而产生飞溅,南通不锈钢焊接机器人厂家,获得光滑的焊缝表面。5)钨极氩弧焊电弧是较稳定的电弧之一。电弧呈钟罩形态,焊接熔池可见性好,焊接操作简单。6)可焊接钢、铝、钛、镁等材料。7)TIG焊可靠性高,焊接重要构件,用于核电站及航空、航天等。焊接机器人TIG焊缺点:1)焊接效率较。钨极承载电流能力小,且电流较易扩展而不集中,南通不锈钢焊接机器人厂家,所以TIG焊的功率密度较小,致使焊缝熔深浅,熔敷速度小,焊接速度不高。2)氩气不能脱氧或去氢,对焊件的脱脂、除锈、除水等要求严格,否则易产生气孔,影响焊缝的质量。3)焊接时钨极有少量的熔化蒸发,钨微粒进入熔池会造成夹钨,影响焊缝质量,电流过大时尤为明显,南通不锈钢焊接机器人厂家。4)由于效率较和惰性气体价格较高,生产成本较高。焊接机器人工作站,就选江苏冀唐智能焊接装备。南通不锈钢焊接机器人厂家
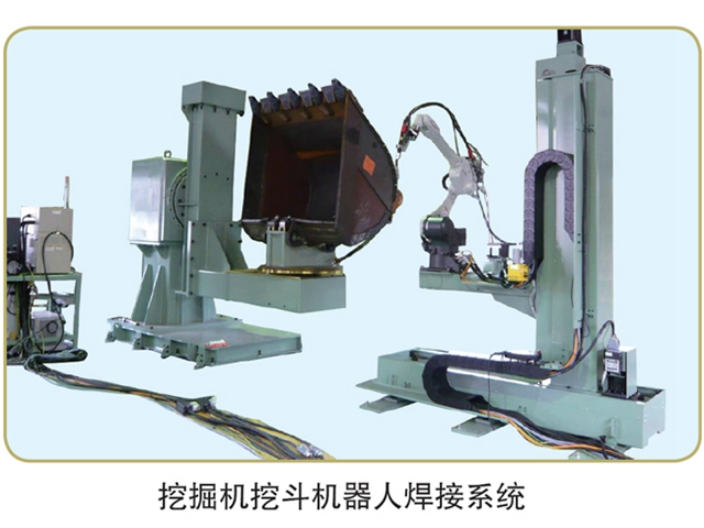
关于松下中厚板焊接焊接系统,适应中厚板技术的工件,常见的焊接机器人系统有:TM1800机器人、GR5系列焊接电源、双持1轴变位机,机器人和变位机协调功能、高压接触传感功能、电弧传感功能、中厚板焊接功能软件。其中机器人安装形式有固定式,天吊式、单向移动、双向移动、三向移动等。产品特点:机器人三向行走,较大提高了工作范围。变位机从动端可移动,能够适应长度不同的工件。夹具公用,更换不同类型工件无需更换夹具。它通常具备以下几个主要条件:在工件用机器人焊接之前,预先在工装上进行组对点焊。工件重复定位精度远不满足±0.5mm以内,需要配合接触传感进行初始点寻位。有些工件由于焊接热变形等的影响需要配备电弧传感器。多数工件需要通过变位机带动工件,使焊缝达到船型焊或角焊缝的位置进行焊接。很多焊缝需要采用多层焊的方式对应焊接要求。满足以上几条的工件,通常为适应中厚板技术的工件。本解决方案案例集包括以下工程机械行业:挖掘机、叉车、装载机、铁路机车、建设机械、塔吊、油箱、马达支架等产品。张家港MAG焊接设备哪家好江苏冀唐智能焊接装备为您提供健身器材焊接机器人系统,拥有丰富的案例,欢迎您来公司实地考察。

汽车座椅滑轨是汽车零部件技术领域。包括滑动导轨和导轨座及珠架,滑动导轨构成有一对一折壁,底部构成有一对水平的一折边,滑动导轨座构成有一对第二折壁,上部构成有一对水平的第二折边,珠架携滚柱、滚珠而置于滑动导轨座上。受到意外冲击时,由一折边上的一锁定钩与第二折边上的第二锁定钩实行钩配,使滑动导轨充分地保持于滑动导轨座上,确保汽车座椅不会被弹出,有利于提高乘、驾人员的安全,避免造成对乘、驾人员的伤害,所以对焊接要求较高。座椅滑轨大都采用度钢材,一般抗拉强度在500Mpa以上,甚至达到900Mpa。钢板厚度在1.50~2.00mm间。常见焊接机器人方案有:1、适用型方案:TM1400FG3机器人(FG机器人),特点:电源融合型机器人。TM1400G3机器人+350GL/500GL,特点,脉冲MIG焊接,大间隙焊接、熔深控制、双脉冲。低飞溅型方案:TM1400G3机器人+350GS/500GS,特点:较飞溅,双脉冲。高级型:TM1400WG3机器人(TAWERS机器人),特点:较飞溅、焊接导航、提升引弧、品质管理等弧焊高级功能。TM1400WG3机器人(ActiveTAWERS机器人),极低飞溅、多种弧焊高级功能。方案布局:一字型单机器人双工位。变位机:单轴双持变位机。夹具:气动压紧式。
项目情况简介:为河北某公司提供一套大型龙门式双机器人吊装轨道工作站。该产品焊缝深度达40mm左右,我司采用机器人+焊接电源+寻位跟踪加多层多道焊接模式焊接该产品。解决问题:该客户是一家做煤矿行业设备,产品为中部槽焊接,产品重量达3顿左右,焊缝处达30mm-40mm深度,该项目采用焊接机器人+焊接电源,安装寻位跟踪焊接,因工件较大运用龙门架轨道布局,轨道采用双机联动式焊接模式,一台机器人固定龙门架下侧,另外一台机器人在龙门架轨道侧装,采用三轴式变换机器人位置。产品工件装于变位机上,变位机采用双驱联动式翻转,确保产品在翻转过程的一致性。机器人行走轨道工作站焊接过程采用多层多道焊,坡口焊缝熔深及平整度达到客户要求,运用夹具加紧固定产品减少变形量。江苏冀唐智能焊接装备是一家专业提供压力容器焊接机器人的公司,拥有丰富的行业案例,欢迎来电咨询。

座椅必须安全可靠,应有足够的强度、刚度与耐久性,结构紧凑并尽可能地减少质量,这就要求需要具备较高的焊接工艺。更适合松下V型、H型和水平回转机器人焊接系统进行焊接。汽车座椅骨架由管件和冲压件组焊构成骨架材料多为1.5~3mm薄板,焊缝长度多为5~20mm短焊缝,焊点多。常见焊接机器人方案有:1、适用型方案:TM1400FG3机器人(FG机器人),特点:电源融合型机器人。TM1400G3机器人+350GL/500GL,特点,脉冲MIG焊接,大间隙焊接、熔深控制、双脉冲。低飞溅型方案:TM1400G3机器人+350GS/500GS,特点:较飞溅,双脉冲。高级型:TM1400WG3机器人(TAWERS机器人),特点:较飞溅、焊接导航、提升引弧、品质管理等弧焊高级功能。TM1400WG3机器人(Active TAWERS机器人),极低飞溅、多种弧焊高级功能。焊接机器人,就选江苏冀唐智能焊接装备,用户的信赖之选,欢迎来公司实地考察。扬州锅炉焊接设备
江苏冀唐智能焊接装备为您提供非标焊接机器人系统,欢迎来电咨询。南通不锈钢焊接机器人厂家
在汽车底盘的焊接中会使用柔性机器人焊接系统,实现自动化和灵活性焊接,稳定焊接质量,提高焊接效率。常见的是导轨焊接机器人工作站、协调运动式外部轴、自动焊接生产线等。1、导轨焊接机器人工作站,两套夹具固定在滑动小车上,由气缸驱动两个夹具轮流进入焊接区焊接,在另一面上、下料。交替进行,使焊接与上、下料节拍同步,提高焊接效率。2、双工位焊接机器人,两部机器人之间的配合主要优点是能适应各种不规则焊缝的焊接。缺点是两部机器人配合的不协调导致故障率较高。所以需合理才能提高生产效率。3、协调式外部轴,在环缝或者圆形工件的焊接中,常规变位机无法满足三百六十度环缝焊接,协调式外轴与机器人相配合可轻松实现三百六十度环焊缝的焊接。4、焊接机器人生产线,焊接机器人生产线由多台焊接机器人、变位机、码垛机器人、示教盒、控制盘、送丝装置、焊接电源等组成。通过焊接机器人配合来完成焊接工作。实现自动化和智能化焊接,焊缝数量较平均,产品的焊接变形较小。以上就是焊接机器人在汽车底盘的应用,随着焊接技术的不断发展,在汽车制造行业中,焊接机器人将越来越多地代替传统焊接。南通不锈钢焊接机器人厂家
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
冀唐智能焊接装备(江苏)有限责任公司 Copyright © 商名网营销建站平台 All Rights Reserved.

