企业免费推广平台

冀唐智能焊接装备(江苏)有限责任公司焊接机器人|焊接机器人工作站|松下焊机|自动焊接装备
138****7605
在液压支架的焊接中,弧焊机器人、焊接传感、视觉焊缝跟踪、动态智能控制等技术发挥了优势。焊接机器人精确焊接,结构紧凑,扬州行走焊接机器人系统,占地小。1、弧焊机器人的应用,弧焊机器人柔性焊接系统针对不同液压支架工件采用不同的编程,对工件的信息进行记忆存储。2、焊接传感技术的应用,液压支架连杆工件焊缝较为复杂,直线坡口及圆弧坡口尺寸难控制,焊接前的坡口大小不一,给焊接工作带来了困难。焊接机器人在焊接作业中,由于焊缝的间隙及坡口精度要求较高,在设备中增加电弧跟踪功能,根据电弧跟踪,自动对坡口偏差做焊接参数调整,保证焊缝质量。3、视觉焊缝跟踪技术的应用,在焊过程中,扬州行走焊接机器人系统,扬州行走焊接机器人系统,焊接机器人通过视觉焊缝跟踪技术、通过红外线传感及电弧跟踪功能检测焊缝偏移量,并在焊接作业过程中加以纠正,保证焊缝准确度。4、焊接生产线的应用,焊接生产线由焊接机器人、变位机、上下料机器人等组成,上下料机器人将液压支架送至变位机后,夹具夹紧,机器人开始焊接作业,实现自动化和智能化生产。以上就是焊接机器人在液压支架的焊接应用,焊接稳定质量,提高生产效益。工程机械焊接机器人系统,就选江苏冀唐智能焊接装备,拥有丰富的案例,欢迎您来电咨询。扬州行走焊接机器人系统

industryTemplate无锡钢结构焊接机器人集成江苏冀唐智能焊接装备致力于提供汽车零部件焊接机器人系统,拥有丰富的案例,欢迎您来公司实地考察。
焊接机器人如何优化焊接操作?由于焊接操作熟练度的不同,容易造成焊接质量不稳定,为提升焊接效率和精度,下面为您介绍具体如何优化。首先需要注意编程优化。由于焊接机器人是采用示教再现的方式,要求操作人员将设定好的程序输入控制系统,但编程不是一蹴而就的过程,需要先进行调试测试,根据焊接结果调试编程数据,有利于编程的优化。其次是优化调试流程。在投入量产之前,需要先调试焊接机器人,通过对相同规格的工件进行试焊,根据试焊效果微调焊接参数,直至焊接质量达到稳定,才能投入量产,以提高焊接效率。接着需要优化操作过程。通常情况下,需要以减少焊接变形、焊丝行走路径长短前提选择合适的焊接顺序,并在焊接过程中调整各轴的位置,确保焊接工作顺利进行。此外还需优化焊缝位置。由于焊接机器人具备焊缝自动识别功能,能够对焊缝进行定位,通过加装焊接辅助设备,例如变位机能够进行翻转和旋转运动,将焊缝呈现在更合适的位置,扩大机械手的焊接范围。较后也要在维修保养方面进行优化。通过定期的保养工作,能够提升焊接的稳定性和精度,同时有利于延长使用寿命,为企业节省焊接材料的浪费。
焊接机器人TIG焊优点:1)能实现品质焊接。电弧在惰性气体中极为稳定,保护气体有效排除氧、氮、氢等气体对焊接金属的侵害。2)焊接过程中钨电极不熔化,保持恒定的电弧长度,焊接过程稳定,焊缝均匀、平滑、美观。3)焊接电流范围为5~500A。即使电流小于10A,仍能正常焊接,适合薄板焊接。如果采用脉冲电流焊接,可方便调节控制焊接热输入。4)填充焊丝不通过焊接电流,不会因熔滴过渡引起电弧电压和焊接电流变化而产生飞溅,获得光滑的焊缝表面。5)钨极氩弧焊电弧是较稳定的电弧之一。电弧呈钟罩形态,焊接熔池可见性好,焊接操作简单。6)可焊接钢、铝、钛、镁等材料。7)TIG焊可靠性高,焊接重要构件,用于核电站及航空、航天等。焊接机器人TIG焊缺点:1)焊接效率较。钨极承载电流能力小,且电流较易扩展而不集中,所以TIG焊的功率密度较小,致使焊缝熔深浅,熔敷速度小,焊接速度不高。2)氩气不能脱氧或去氢,对焊件的脱脂、除锈、除水等要求严格,否则易产生气孔,影响焊缝的质量。3)焊接时钨极有少量的熔化蒸发,钨微粒进入熔池会造成夹钨,影响焊缝质量,电流过大时尤为明显。4)由于效率较和惰性气体价格较高,生产成本较高。江苏冀唐智能焊接装备是一家专业提供工程机械焊接机器人系统的公司,期待您的光临!
该弧焊机器人工作站包括:2台焊接机器人,焊接机器人三轴变位机,机器人焊接夹具,焊房等相关配置。该焊接机器人工作站,可满足围栏焊接,采用围栏焊接机器人,由人工转变为机器人焊接,现采用双机器人、大三轴回转变位器焊接工作站,进行产品焊接,在追求产能与效率的同时,更好的把控产品质量。项目情介:1、根据围栏长、宽要求,选型采用两台焊接机器人组成双机系统;2、产品正反面均有焊缝,采用翻转架模式,保证产品能一次性焊接成型;3、工作站通过大回转架进行翻转,切换焊接工位,保证人员装件时,始终在工作站前方,有效减少员工劳动强度;4、工位件的遮光板,可防止焊接弧光,防止焊接职业病。5、采用气动夹具,装夹方便稳定;夹具可进行三方向调节,出厂前均进行三坐标测试调整,确保装夹精度;江苏冀唐智能焊接装备有限公司焊接机器人生产线,拥有丰富的行业案例,欢迎来公司实地考察。泰州视觉焊接机器人集成公司
江苏冀唐智能焊接装备是一家专业提供焊接机器人系统的厂家,有需求的可以联系我司。扬州行走焊接机器人系统
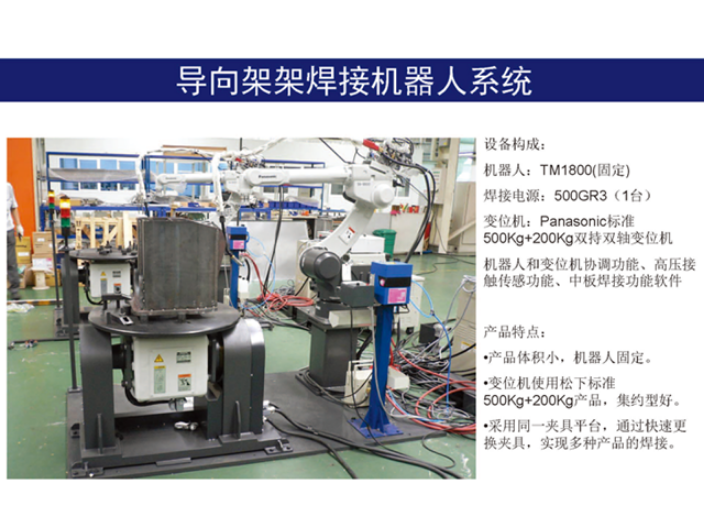
关于松下中厚板焊接焊接系统,适应中厚板技术的工件,常见的焊接机器人系统有:TM1800机器人、GR5系列焊接电源、双持1轴变位机,机器人和变位机协调功能、高压接触传感功能、电弧传感功能、中厚板焊接功能软件。其中机器人安装形式有固定式,天吊式、单向移动、双向移动、三向移动等。产品特点:机器人三向行走,较大提高了工作范围。变位机从动端可移动,能够适应长度不同的工件。夹具公用,更换不同类型工件无需更换夹具。它通常具备以下几个主要条件:在工件用机器人焊接之前,预先在工装上进行组对点焊。工件重复定位精度远不满足±0.5mm以内,需要配合接触传感进行初始点寻位。有些工件由于焊接热变形等的影响需要配备电弧传感器。多数工件需要通过变位机带动工件,使焊缝达到船型焊或角焊缝的位置进行焊接。很多焊缝需要采用多层焊的方式对应焊接要求。满足以上几条的工件,通常为适应中厚板技术的工件。本解决方案案例集包括以下工程机械行业:挖掘机、叉车、装载机、铁路机车、建设机械、塔吊、油箱、马达支架等产品。扬州行走焊接机器人系统
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
冀唐智能焊接装备(江苏)有限责任公司 Copyright © 商名网营销建站平台 All Rights Reserved.

