企业免费推广平台

冀唐智能焊接装备(江苏)有限责任公司焊接机器人|焊接机器人工作站|松下焊机|自动焊接装备
138****7605
松下焊接机器人的组合形式,焊接机器人本体+控制器+焊接电源,镇江非标焊接机器人设备,构成了焊接机器人。主要有TM-G Ⅲ系列、TM-FG Ⅲ系列、TM-WG Ⅲ系列、TM-WGH Ⅲ系列、TL-G Ⅲ系列、TL-WG Ⅲ系列、TL-WGH Ⅲ系列。TM-G Ⅲ系列,是TM机器人本体与G Ⅲ控制器组成的机器人,需配合焊接电源,镇江非标焊接机器人设备,一起组成焊接机器人。TM-FG Ⅲ系列,是TM机器人本体与FG Ⅲ控制器(内置焊接电源)组成的焊接机器人,镇江非标焊接机器人设备,也被称为FG机器人。TM-WG Ⅲ系列,是TM机器人本体与WG Ⅲ控制器(内置焊接电源)组成的焊接机器人。搭载WG Ⅲ控制器的焊接机器人被总称为TAWERS机器人。搭载Super Active推拉丝系统的TAWERS机器人,被称为Super Active TAWERS机器人,简称SAWP机器人。松下激光机器人焊接和切割系统,被称为LAPRISS。江苏冀唐智能焊接装备致力于提供汽车零部件焊接机器人系统,拥有丰富的案例,欢迎您来公司实地考察。镇江非标焊接机器人设备
焊接机器人在全球的装配线中越来越多地被使用。不断提高对具有恒定质量水平的较佳生产率的需求。在这种过程中,将路径编程到机器人中,然后为所有要焊接的零件调用该路径。由于焊接物体的公差,会有轻微的偏差。考虑到焊接材料的热膨胀,因为翘曲也会影响焊缝的位置。为了校正零件本身的影响,机器人路径通常通过示教手动进行校正。但是,不能以这种方式补偿由热膨胀引起的变形的影响。激光焊缝跟踪传感系统为机器人焊接提供了理想的解决方案。在加工前立即测量焊缝的真实位置和宽度。当激光传感器检测到焊缝的真实尺寸时,同时将目标位置发送给机器人,机器人使用该位置在X或Z方向上进行校正运动。不可以补偿由零件公差引起的偏差,而且可以补偿翘曲效应。因此,机器人焊接可以精确地在预期的位置进行。激光焊缝跟踪系统在焊接过程区域内可以不受强光干扰,可以冷却并防止焊接飞溅,特别适合在恶劣的焊接工艺环境中使用。借助激光焊缝跟踪系统用于机器人焊接中,可以节省大量时间,否则这将需要不断进行校正。与传统方法相反,由延迟引起的影响也可以得到补偿。可以改善焊缝,减少废品率并提高生产率。南通视觉焊接机器人江苏冀唐智能焊接装备为您提供中厚板焊接机器人系统,有丰富的相关案例,欢迎来公司实地考察。
江苏某某公司是一家精密工业公司,主要从事冲压模具、型腔模具等生产设计等,松下的焊接机器人工作站已经用了2年多了,需要进行保养维护工作。江苏冀唐智能焊接装备为该公司的松下焊接机器人工作站进行维护保养工作。客户在购买松下焊接机器人工作站,一般在使用两年就需要对焊接机器人工作站进行维护保养。定期的检查与维护保养是正常运转所必须的,确保机器人正常工作以及操作人员安全。客户的焊接机器人已经使用了2年多的时间,需要对机器人零部件、润滑油、电池进行更换。作业流程大致如下:1、关闭机器人所有电源;2、更换电池元件;3、更换润滑油;4、更换其他元器件;5、开启机器人电源;6、在确保人员安全的情况下,由客户操作人员在无工件的情况下进行试运行;7、在试运行无误后,进行小批量工件试生产;在完成上述所有作业流程后,与客户签订维护保养验收手续,正式完成本次的维护保养工作。江苏冀唐智能焊接装备专业从事于非标焊接设备和焊接机器人工作站等业务,在工程机械、汽车零部件、机械等行业获得客户的信赖。同时提供松下电焊机、松下机器人的备品备件和维保服务。欢迎广大用户来电洽谈
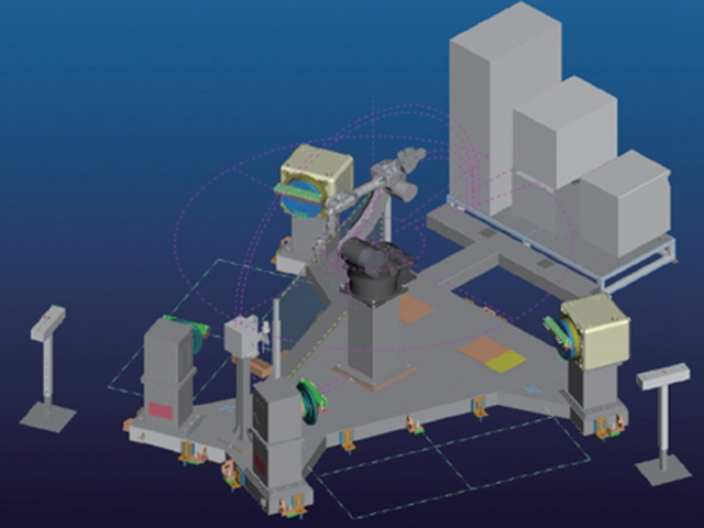
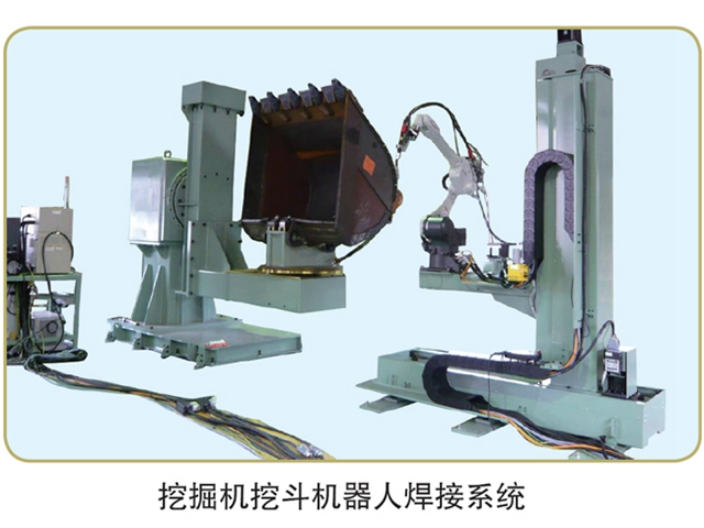
汽车排气系统从靠近发动机的方向开始,由排气歧管、前管、挠性管、催化转换器、中心管、主消音器和末端管等7个零部件构成。根据车种的不同,有的安装了数个催化转换器,有的安装了副消音器。松下在汽车排气系统焊接机器人方面的优势:1、机器人、变位机和焊机电源等均为松下单一品牌,高速通讯、高焊接效率,各种焊接功能充分发挥。2. 系统内置4系铁素体不锈钢的焊接专家系统,可实现品质的焊接。3. 内置焊接智能导航功能,焊接规范设置简单,对操作者技能要求低。4. 可接入松下焊接管理系统,实现网络监控、效率成本数据分析等。5. 具有丰富的系统集成经验和成熟的系统案例。系统构成:机器人焊接方案1:TM-1400-G3(机器人)+350GL(全数字脉冲MIG/MAG焊接电源)。机器人焊接方案2: TM1400-WG3 智能融合型焊接机器人。周边装置:单轴双持变位机。工位:H型双工位布局。夹具:气动压紧式。江苏冀唐智能焊接装备是一家专业提供压力容器焊接机器人的公司,拥有丰富的行业案例,欢迎来电咨询。

TM-G3焊接机器人本体有TM1400/TM1800/TM2000、WGⅢ控制器和示教器。TM-G3机器人有不同工法与作用,实现多种材料的焊接。TM-G3-GS5/GS6焊接系统:该系统由TM-G3机器人搭载GS系列焊接电源。GS5焊机采用CO2气体实现低飞溅,具有高性能和成本力方面的突出优势。低飞溅省去焊渣清理程序。在大间隙焊接,打底焊、厚板高速焊接等方面,GS5焊机都能轻松胜任。GS6是进一步升级,1、新MTS控制,CO2焊接飞溅率进一步降低。2、新SP控制,MAG焊接飞溅率进一步降低。实现薄板及超薄板的低飞溅焊接,适合汽车、金属家具、二轮车、机箱等领域。配合本社的厚板软件及传感装置等,可实现中厚板的高效焊接。标准内置IoT模块和模拟通讯接口,可扩展数字接口。主要焊接方法:CO2,MAG,MIG,MAG脉冲、不锈钢MIG脉冲。电源型号(下述型号无IoT功能和RFID读卡功能):YD-350GS5HGM、YD-350GS5HVM、YD-500GS5HGM、YD-350GS6HGM、YD-350GS6HNE、YD-500GS6HGM。松下G5系列焊机,搭载了物联网IoT模块。可通过4G网络与松下iWeldCloud焊接云管理系统实时通信。把焊接过程中参数上传到云端,从而为用户提供设备故障追踪、设备故障预警、焊接过程分析、焊接参数优化、机器人运行诊断、设备维保支持等服务。江苏冀唐智能焊接装备是一家专业提供中厚板焊接机器人系统的公司,欢迎新老客户来电咨询。镇江自动化焊接机器人集成厂家
江苏冀唐智能焊接装备是一家专业提供非标焊接机器人系统的公司,欢迎来公司实地考察。镇江非标焊接机器人设备
焊接机器人的焊接变形常见原因:没有选择合理的焊接结构、没有采用合理的焊接工艺、没有使用工装夹具以及操作人员不当等。防止焊接机器人焊接变形的措施:1、合理安排焊缝的位置。焊接焊缝有常规焊缝和复杂焊缝,常规焊缝可进行简单的夹紧处理,焊接机器人焊丝可以进行自动识别焊接,针对复杂的焊缝可选择使用变位机,将焊缝位置回转成船缝和平缝的位置,焊缝不宜过于集中,尽可能减少焊缝数量和焊缝长度,在保证结构强度的前提下,选择较小的焊缝尺寸。2、在装配工件的过程中采用辅助设备。可以搭配工装夹具夹紧工件,预留焊缝的收缩余量,当工装夹具处于夹紧状态时,具备自锁的功能,将工件进行夹紧,在翻转的过程中确保工件不脱落。先焊短焊缝,再焊长焊缝。3、采取合理的焊接工艺措施。根据工件的材质以及结构不同,选择合理的焊接方法, 常见的焊接方法包括氩弧焊、激光焊、埋弧焊、气保焊等,选择合理的焊接方法有利于减少工件变形。4、提高操作人员的技能水平。操作人员在操作之前需要经过技能培训,在操作中能够根据问题找出原因并进行解决,对焊接机器人的结构进行了解,按照操作流程进行,减少由于人工操作出现的变形。镇江非标焊接机器人设备
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
冀唐智能焊接装备(江苏)有限责任公司 Copyright © 商名网营销建站平台 All Rights Reserved.

