企业免费推广平台

冀唐智能焊接装备(江苏)有限责任公司焊接机器人|焊接机器人工作站|松下焊机|自动焊接装备
138****7605
焊接机器人如何优化焊接操作?由于焊接操作熟练度的不同,容易造成焊接质量不稳定,为提升焊接效率和精度,下面为您介绍具体如何优化,南通移动式焊接机器人案例。需要注意编程优化。由于焊接机器人是采用示教再现的方式,要求操作人员将设定好的程序输入控制系统,南通移动式焊接机器人案例,但编程不是一蹴而就的过程,需要先进行调试测试,根据焊接结果调试编程数据,有利于编程的优化。其次是优化调试流程。在投入量产之前,需要先调试焊接机器人,通过对相同规格的工件进行试焊,根据试焊效果微调焊接参数,直至焊接质量达到稳定,才能投入量产,以提高焊接效率。接着需要优化操作过程。通常情况下,南通移动式焊接机器人案例,需要以减少焊接变形、焊丝行走路径长短前提选择合适的焊接顺序,并在焊接过程中调整各轴的位置,确保焊接工作顺利进行。此外还需优化焊缝位置。由于焊接机器人具备焊缝自动识别功能,能够对焊缝进行定位,通过加装焊接辅助设备,例如变位机能够进行翻转和旋转运动,将焊缝呈现在更合适的位置,扩大机械手的焊接范围。较后也要在维修保养方面进行优化。通过定期的保养工作,能够提升焊接的稳定性和精度,同时有利于延长使用寿命,为企业节省焊接材料的浪费。焊接机器人,就选冀唐智能焊接装备(江苏)有限责任公司。南通移动式焊接机器人案例
送丝系统由送丝轮,送丝软管,线轴等组成,并且通过理想的配置将丝送至指定位置。焊接机器人送丝系统有三种形式:1、推丝式,这种结构相对简单,轻便,操作和维护也很方便,随着焊丝进软管的长度增加阻力增大,焊丝进给稳定性变差。 因此,该送丝方法通常适用于焊丝直径为2.0mm,送丝软管长度为5m的半自动气保焊。2、拉丝型,该方法将焊丝线轴与焊炬分开,以便两者通过送丝软管连接。 是将线轴直接安装在焊丝上。 两者均适用于灯丝半自动气保焊。 焊丝直径小于或等于0.8mm,送丝更稳定。3、推拉式送丝方法, 该送丝系统具有拉丝机和拉丝机两者,其中,推丝为主要动力,焊丝被拉直。 虽然其送丝软管可以加长到10m,但由于结构复杂,实际上并未使用。由于送丝是焊接过程中不必要的工作步骤之一,因此应妥善处理。 在设计焊接机器人时,还应考虑这一方面,以使送丝系统能够满足实际的焊接要求。松下固定式焊接机器人多少钱冀唐智能焊接装备(江苏)有限责任公司为您提供焊接机器人,有需要可以联系我司哦!

随着工业自动化水平的不断提高,自动焊接机器人在多个领域得到广泛应用,涉及汽车、机械、五金建材、健身器材、煤矿等。在许多现代化的生产车间里,已出现了自动焊接机器人生产线。自动焊接机器人生产线是由多个工作站通过工件输送连接而成的生产线,自动化程度很高,焊件进入生产线后,可以自动完成焊接工作,无需人工干预。自动焊接机器人生产线的优势:1、生产效率高。操作人员只需要根据焊件的参数和生产线的长度来安排自动焊接机器人在各个位置的工作,然后将参数输入控制系统。就可以实现焊件的自动焊接,较大提高了生产速度和生产效率。2、焊接质量高。自动焊接机器人生产线可以实现焊缝的自动识别,加强焊缝质量,使焊缝美观牢固,从而保证焊接质量。3、帮助企业实现转型升级。在很多汽车生产车间,随处可见自动焊接机器人生产线,大到汽车零部件,小到汽车底盘、车架。随着汽车领域的快速发展,自动焊接机器人帮助汽车领域实现多元化发展,帮助企业转型升级。自动焊接机器人生产线有利于提高生产效率,稳定产品质量,加快企业转型升级。相信自动焊接机器人生产线会出现在越来越多的领域。
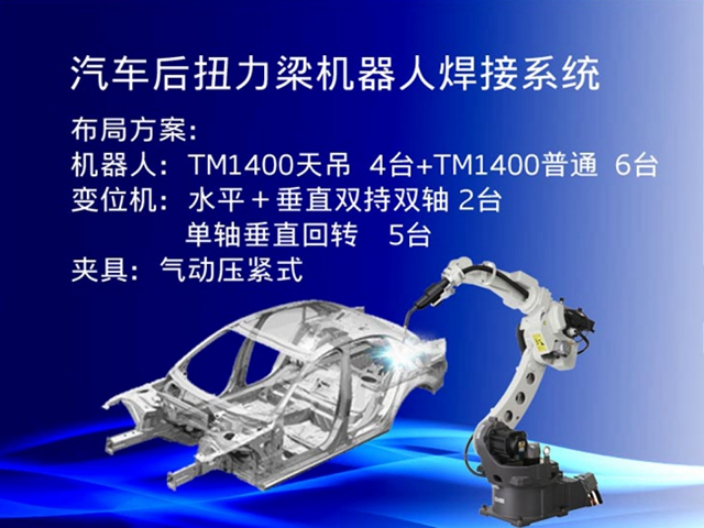
汽车排气系统从靠近发动机的方向开始,由排气歧管、前管、挠性管、催化转换器、中心管、主消音器和末端管等7个零部件构成。根据车种的不同,有的安装了数个催化转换器,有的安装了副消音器。松下在汽车排气系统焊接机器人方面的优势:1、机器人、变位机和焊机电源等均为松下单一品牌,高速通讯、高焊接效率,各种焊接功能充分发挥。2. 系统内置4系铁素体不锈钢的焊接专家系统,可实现品质的焊接。3. 内置焊接智能导航功能,焊接规范设置简单,对操作者技能要求低。4. 可接入松下焊接管理系统,实现网络监控、效率成本数据分析等。5. 具有丰富的系统集成经验和成熟的系统案例。系统构成:机器人焊接方案1:TM-1400-G3(机器人)+350GL(全数字脉冲MIG/MAG焊接电源)。机器人焊接方案2: TM1400-WG3 智能融合型焊接机器人。周边装置:单轴双持变位机。工位:H型双工位布局。夹具:气动压紧式。焊接机器人,就选冀唐智能焊接装备(江苏)有限责任公司,用户的信赖之选。
电梯在高层建筑中起着至关重要的作用,电梯质量关系着乘坐人员的安全。在电梯部件焊接工作站中,焊接环节,必须保证焊缝坚固牢靠。多年前,焊接均采用人工焊,存在很多不确定因素:1.容易漏焊;2.焊接质量不稳定;3.产品一般较大,操作过程容易出安全事故;现在大型厂家基本都选用机器人焊接,可有效把控产品质量,节省人工,提高效率等;根据产品大小及需求不同,焊接工作站可采用龙门吊装工作站,或变位机型工作站等;解决问题:根据电梯产品产品,可定制各种非标工作站,以保证产品的较佳焊接需求。根据客户需求提供一站式解决方案,在电梯行业焊接工作站、夹具等方面可以为客户排忧解难。焊接机器人,就选冀唐智能焊接装备(江苏)有限责任公司,用户的信赖之选,欢迎您的来电!镇江焊接机器人系统
冀唐智能焊接装备(江苏)有限责任公司为您提供焊接机器人,有想法的可以来电焊接机器人!南通移动式焊接机器人案例
焊接机器人TIG焊优点:1)能实现品质焊接。电弧在惰性气体中极为稳定,保护气体有效排除氧、氮、氢等气体对焊接金属的侵害。2)焊接过程中钨电极不熔化,保持恒定的电弧长度,焊接过程稳定,焊缝均匀、平滑、美观。3)焊接电流范围为5~500A。即使电流小于10A,仍能正常焊接,适合薄板焊接。如果采用脉冲电流焊接,可方便调节控制焊接热输入。4)填充焊丝不通过焊接电流,不会因熔滴过渡引起电弧电压和焊接电流变化而产生飞溅,获得光滑的焊缝表面。5)钨极氩弧焊电弧是较稳定的电弧之一。电弧呈钟罩形态,焊接熔池可见性好,焊接操作简单。6)可焊接钢、铝、钛、镁等材料。7)TIG焊可靠性高,焊接重要构件,用于核电站及航空、航天等。焊接机器人TIG焊缺点:1)焊接效率较。钨极承载电流能力小,且电流较易扩展而不集中,所以TIG焊的功率密度较小,致使焊缝熔深浅,熔敷速度小,焊接速度不高。2)氩气不能脱氧或去氢,对焊件的脱脂、除锈、除水等要求严格,否则易产生气孔,影响焊缝的质量。3)焊接时钨极有少量的熔化蒸发,钨微粒进入熔池会造成夹钨,影响焊缝质量,电流过大时尤为明显。4)由于效率较和惰性气体价格较高,生产成本较高。南通移动式焊接机器人案例
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
冀唐智能焊接装备(江苏)有限责任公司 Copyright © 商名网营销建站平台 All Rights Reserved.

